热处理要求产品按要求的温度温度曲线进行热处理。温度过高或过低都会影响热处理的质量。对热处理炉的温度均匀性,有国家标准GT/T 9542-2003《热处理炉有效加热区测试方法》可以依照执行。
对于周期式热处理炉,可以用SMT-A32的炉温测试仪来测试和记录温度曲线。
对于直通式热处理炉,可以用SMT-A4或SMT-A32来测试和记录温度曲线。
对于有料筐或悬挂产品的连续热处理炉,必须选用仪器和产品一起进炉的耐高温温度测试仪来进行测试。钢铁产品热处理用炉温测试仪的型号为:SMT-7-32-1290-K, 铝合金热处理用炉温测试仪产品的型号为:SMT-7-128-700-K. 一 汽车前桥热处理温度曲线测试
采用SMT-A4炉温测试仪来测试。 

加热炉温度曲线分析:
1)测试点1(产品左)温度明显高。测试点3(产品右)温度低。温差在40度,温差过大。原因是:烧嘴有的没有开,有的开的很大。
2)出炉前,温差有所减少。1、2、3点的温度分别为841℃、818 ℃ 、829 ℃。
3)需要把损坏烧嘴修理好,及时调整炉子宽度方向的温度分布。
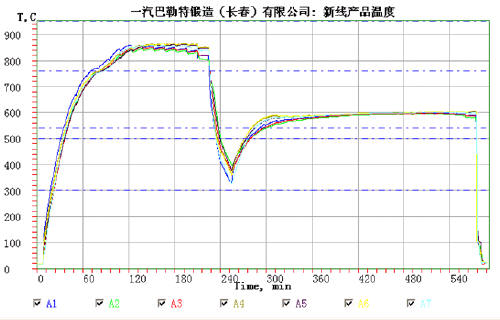
二 连续推板式等温度退火炉温度曲线的测试
采用SMT-7-32-1290-K炉温测试仪来进行测试。 
加热炉的温度曲线分析 1)进出料炉门的开关对炉子的温度有比较大的影响。建议进出料时门的高度打开到比料筐高10mm就可以。
2)炉子出现中部温度高的现象,中部测试出来的炉气温度比仪表显示温度高出30℃。检查中部炉温热电偶的布置和精度。
3)产品温度中部温度最均匀,尤其是出料端由于炉门的频繁开启造成了温度不均匀。温差达到了63℃。
等温炉温度曲线的分析:
1)等温炉炉气温度比较均匀,炉子实际测试温度比热电偶显示温度高出20℃左右,出料炉门出料段炉气温度有比较大的影响。
2)产品的最高温度在608 ℃。
3)产品高于585 ℃的时间在195min.
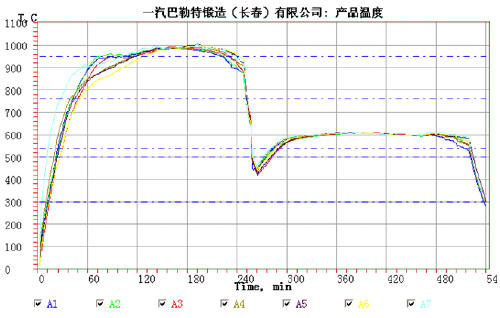
三 曲轴悬挂式热处理炉温度曲线的分析 采用SMT-7-32-1290-K炉温测试仪来进行测试。

加热炉的温差分析:
1)炉高度方向:上部温度最高,中间次之,下部温度最低。出炉时,上部、中部和下部温度分别为851、839、818℃。问题是下部温度过低,影响产品质量,需要整改。
2)炉宽度方向:两边产品的温度高,中间产品的温度低。出炉时,中间比两边温度低14℃。
3)炉长度方向:长度方向比较理想,加热时间在1h53min,保温时间在1h43min。
等温炉的温差分析:
1)炉高度方向:上部温度最高,中间次之,下部温度最低。偏差在5 ℃ 以内。
2)炉宽度方向:两边产品的温度高,中间产品的温度低。偏差在5 ℃ 以内。
3)炉长度方向:加热时间到580℃的时间为3h,保温时间在3h18min 。
|

