| 本项目利用“黑匣子”温度记录器实测和记录两种不同规格的钢管在宝钢 ERW 热处理炉内的加热过程的温度分布,为了解钢管在热处理过程中的升温曲线、钢管长度方向的温度差、钢管出炉后的温降速率等参数。
北京赛维美高科技有限公司在宝钢 ERW 和赛迪工业炉公司的积极配合下,于 2006 年 7 月 10 日 - 7 月11 日 对 钢管热处理 进行了4次黑匣子温度测试实验。
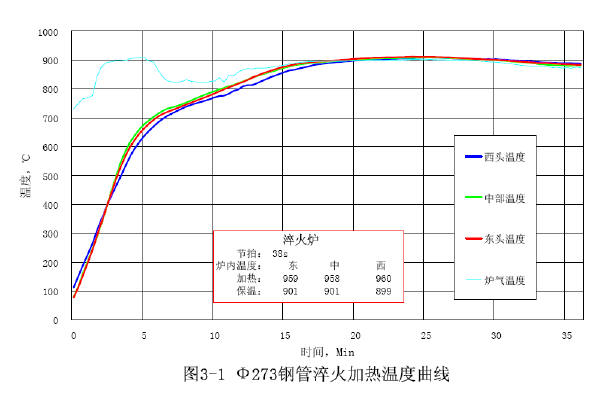
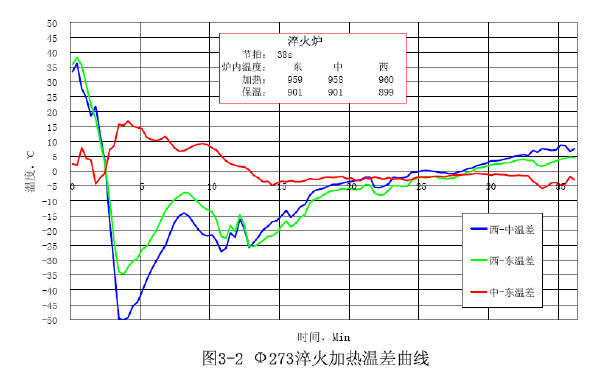
一 Φ 273 × 11.43 钢管在淬火炉内的测试结果及分析
淬火炉内加热温度的测试结果如图 3-1 ~ 3-5 ,测试数据完整。
节拍: 38s
炉内温度: 东 中 西
加热: 959 958 960
保温: 901 901 899
在炉时间 36min. 按钢管平均温度达到保温炉温 -10 ℃ 为保温的起点计算( 900-10= 890 ℃ ),钢管的升温时间为20min, 保温时间为 16min.
出炉时的钢管的平均温度为 883.9 ℃ ,在保温段钢管长度方向的温差在 8.7 ℃ 以内。
出炉时钢管的温降速率达到 83.8 ℃ /min 。
二 Φ 273 × 11.43 钢管在回火炉内的测试结果及分析
回火炉内加热温度的测试结果如图 4-1 ~ 4-5 ,测试数据完整。
节拍: 38s
炉内温度: 东 中 西
加热: 639 639 636
燃烧室: 694 725 655
保温: 637 635 636
燃烧室: 639 654 628
在炉时间 53min. 钢管的温度达到 600 ℃ 所经历的升温时间 25min, 保温时间为 28min.
出炉时的钢管的平均温度为 631.6 ℃ ,在保温段钢管长度方向的温差在 4.9 ℃ 以内。
出炉时钢管的温降速率达到 40.0 ℃ /min 。

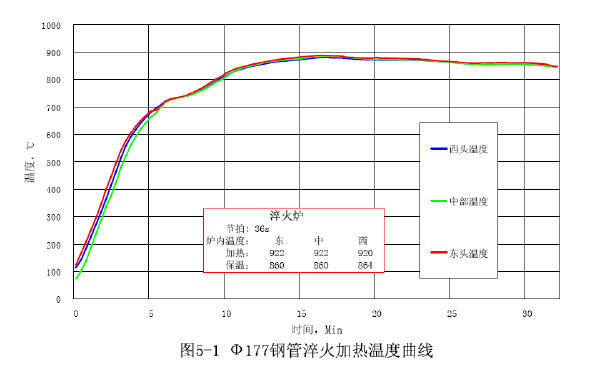
三 Φ 177.8 × 9.19 钢管在淬火炉内的测试结果及分析
淬火炉内加热温度的测试结果如图 5-1 ~ 5-5 ,测试数据完整。
节拍 : 36s
炉内温度: 东 中 西
加热: 922 922 920
保温: 860 860 864
在炉时间 33min. 按钢管平均温度达到保温炉温 -10 ℃ 为保温的起点计算( 860-10= 850 ℃ ),钢管的升温时间为12min, 保温时间为 21min.
出炉时的钢管的平均温度为 845.8 ℃ ,在保温段钢管长度方向的温差在 6.6 ℃ 以内。
出炉时钢管的温降速率达到 78.2 ℃ /min
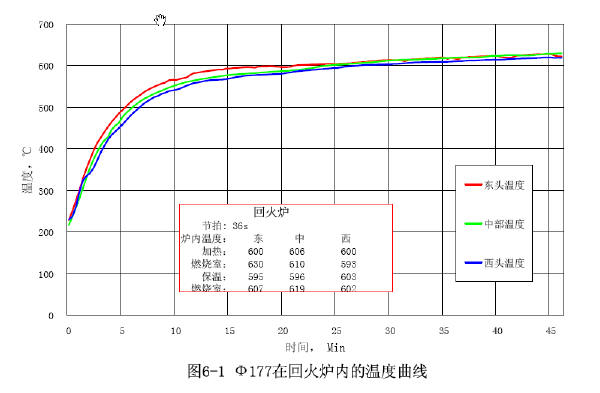
四 Φ 177.8 × 9.19 钢管在回火炉内的测试结果及分析
淬火炉内加热温度的测试结果如图 6-1 ~ 6-5 ,测试数据完整。
节拍 : 36s
炉内温度: 东 中 西
加热: 600 606 600
燃烧室: 630 610 593
保温: 595 596 603
燃烧室: 607 619 602
在炉时间 46min. 按钢管平均温度达到保温炉温 -10 ℃ 为保温的起点计算( 600-10= 590 ℃ ),钢管的升温时间为22min, 保温时间为 24min.
出炉时的钢管的平均温度为 622.9 ℃ ,在保温段钢管长度方向的温差在 4.9 ℃ 以内。
出炉时钢管的温降速率达到 56.5 ℃ /min 。
|

